The quality of medical care begins with efficient production, as insulin pens and other medical products are only as good as their corresponding cannulas, pipette tips, or syringes. Zero-defect production is the key to this ambition: it ensures high precision while helping manufacturers reduce waste and optimize the quality of their MedTech products. Achieving zero-defect production, however, is no mean feat. But The Kistler Group has the solution. It requires measuring and monitoring with intelligent process control equipment that brings the transparency required to ensure the production is 100% certified quality.
The Kistler Group's instrumentation offers a range of sensors, with monitoring and process control systems that integrate directly in-line into the injection molding machine. The system measures and analyzes important parameters at various stages of the molding process, with pressure being the most conclusive measurand when determining product quality.
Step 1: The sensor
Kistler Group
To achieve zero-defect production, it is necessary at times to intervene in the production process. To ensure the intervention to be as targeted as possible, manufacturers monitor the injection molding process as close to the product as possible. This is best achieved by measuring cavity pressure directly in the mold.
The 4004A piezoresistive melt pressure sensor, for example, is operated directly in injection machine nozzles, hot runners, or manifolds, where it measures both pressure and temperature of up to 350°C in direct contact with the plastic melt. Because of its compact dimensions – its frontal diameter is just 3 mm – it can be installed in very small nozzles without critically influencing the injection behavior. With a pressure range of up to 2,500 bar, it can be used to optimize the flow behavior of the plastic melt.
Step 2: Process monitoring and control
The data collected by cavity-pressure and temperature sensors such as the A4004 is evaluated and analyzed by Kistler’s process-monitoring systems ComoNeo or ComoScout. These systems collect the real-time data on the pressures, temperatures, and screw position curves throughout the injection molding cycle and compares their patterns with reference curves to detect deviations, helping to maintain consistent part quality. If, for example, the process parameters remain constant but raw materials do have fluctuations outside of the machines repeatability, this would introduce possible anomalies, such as deposits in the nozzles, wear in the mechanics or melt backflow. The latest version, ComoNeo 7.0, includes software that ensures optimal filling of multi-cavity molds based on a newly developed self-learning algorithm. It automatically adjusts the filling of each mold individually during the molding process. As a result, it enables a consistently high level of quality over every cycle regardless of batch variations, bringing ComoNeo 7.0 users zero-defect production. Injection molders can also monitor the melt cushion and find the perfect balance, ensuring every mold is flawlessly filled while minimizing material waste.
Step 3: Analysis
Kistler Group
In addition to monitoring and controlling the process in real-time, manufacturers benefit from analyzing their data over longer production runs and over periods of time. This allows them to perfect their systems and safeguard compliance to the highest FDA standards. Kistler’s leading data management platform for injection molding processes, AkvisIO 7.0, has recently been given a powerful update. The software can now consolidate and document injection-molding data from various sources – ComoNeo being one of them. Thanks to new interfaces, the latest version of the AkvisIO supports the Euromap 77 standard which makes it possible to integrate even more machine data. Additionally, it is now able to visualize multi-component processes while a histogram feature makes process trends visible over a longer time span.
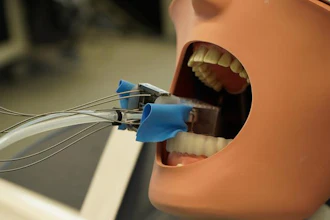
Step 4: Vision inspection
Most manufacturers currently rely on statistical process control, which involves taking random samples and inspecting them manually. Not only is this method time-consuming and labor-intensive, it is also less reliable because the quality of the data depends on the skills of the inspectors and can therefore vary widelyin gage repeatability und reproducibility. Automated and reproducible inspection, in contrast, is the answer to maintaining a consistently high level of data quality and making quality inspection processes more efficient. Kistler is currently cooperating on a research project with the IWK Institute for Materials Technology and Plastics Processing at the Eastern Switzerland University of Applied Sciences to explore more accurate AI-based quality predictions while the injection molding process is still in progress. In the test setup,the injection molding machine produces components and provides them with individual QR codes for tracking. Driverless transport vehicles autonomously transport the parts selected for random sampling to the optical test cell, which is ready for inspection. The parts then pass through a predefined inspection program where they are inspected for dimensional accuracy, surface defects and injection molding-specific anomalies such as black specks or moisture splay. The optical inspection test cell can be equipped with different test programs in advance. The test system recognizes the parts and triggers the relevant program.
Step 5: Joining
Kistler Group
The precise assembly of medical devices can be ensured using Kistler’s maXYmos testing and monitoring system. The system collects real-time process data during manufacturing to check and evaluate the quality of a product or production step based on a signature analysis curve. It detects anomalies such as misalignments, defective parts, or tool wear before they impact quality. The curve evaluation can be adapted to the individual monitoring task. Based on this specification, the maXYmos ML, which was designed specifically to meet the needs of medical device manufacturers, can check each and every workpiece during assembly and then decide whether the product is good or bad.
In combination, intelligent process monitoring and control in plastic injection molding process contribute to more efficient production processes of medical devices that ultimately benefit the healthcare systems and patients.

 Kistler Group
Kistler Group Kistler Group
Kistler Group
 Kistler Group
Kistler Group
 Kistler Group
Kistler Group