For some time now, additively manufactured components have been used for more than just prototyping. Their great potential is also used in pre-series construction and for production parts. For technically usable components, the material properties are of crucial relevance. In this area, 3D-printed components can only compete with conventionally manufactured ones if they also have the same mechanical and chemical properties. Biocompatibility, thermal resistance and, of course, very high elasticity make silicone indispensable for very many applications. There is therefore a great deal of interest in using the advantages of additive manufacturing with materials such as silicone. However, the process for additive manufacturing of silicone is not straightforward.
Of the various approaches, this white paper presents the extrusion-based methods and processes. In particular, different cross-linking mechanisms are examined in more detail – with their respective advantages and disadvantages.
3D printing of silicone: Extrusion-based processes
A decisive advantage of extrusion-based processes is the wide variety of liquids and pastes that can be processed. Almost all types of silicones can be used: From low to high viscosity and from RTV (Room Temperature Vulcanization) to standard LSR (Liquid Silicone Rubber) to UV-curing and particle-filled silicones.
The extrusion-based manufacturing process is very similar to that of FLM (Fused Layer Modeling) printing. With the help of a dispensing head, a strand is deposited. A component is additively manufactured from this strand, layer by layer.
In this white paper, 2-component LSRs and RTV silicones are discussed. LSRs require thermal energy for cross-linking, whereas RTV silicones are designed to react at room temperature.
Cross-linking LSR
Silicone printing always involves a liquid material. Decisive process parameters are therefore the dimensional stability and cross-linking of the silicone. It is also important to note that the strength of the finished silicone is only achieved through the chemical reaction of the material, for example through polyaddition or polycondensation.
Basically, a distinction is made for LSR silicones between two different cross-linking points: Cross-linking during production and cross-linking in the re-work or during post-processing.
Cross-linking during production
Heated build platforms in additive manufacturing machines are widely used. It is therefore obvious to provide the thermal cross-linking energy via these platforms. Depending on the reaction time of the silicone, cross-linking on a heated build platform can take place within a few seconds after extrusion.
However, this process has a decisive disadvantage: The temperature distribution changes with the height of the component. This is because the further away the layer is from the build platform, the less thermal energy is supplied. This means that a reliable and constant process for a component with numerous layers is therefore very difficult to achieve. Experience has shown that it is no longer practical to manufacture components larger than two to three centimeters using a heated build platform.
A heat input on the respective component from above – after each layer – enables uniform cross-linking for any number of layers. The heat is applied directly during the printing process, so the component is ready immediately after printing. This requires an additional heat source, such as an infrared lamp. Intensity and exposure time must be adapted to the respective layer, which is why the entire manufacturing process becomes more costly and complicated.
Cross-linking in the post-process
Another approach is to use a silicone that retains its shape after extrusion due to its rheological properties. This can be achieved by a very high viscosity or a high thixotropy of the silicone, or a combination of both. The finished component made of LSR silicone is placed in an oven in the post-processing stage and cross-linked at appropriate temperatures. The heat input must not cause any deformation in the component. In this process, no additional equipment is required to supply heat during printing.
Support material
For steep overlaps or bridging (closing a contour), a support structure must be built. This support material should adhere to the silicone during the manufacturing process and withstand the thermal conditions during cross-linking. Afterwards, it must be easily removable from the finished part. Finding the right support material for each silicone is a challenge. And building the support structure requires additional material and time for the manufacturing process.
Manufacturing within hydrogel
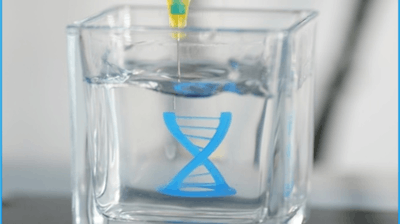
But there is a process that makes freedom of design possible without building a support structure: Manufacturing within a different material. To do this, the silicone is dispensed with a long needle into a container filled with a “support material”. This support material can be, for example, a powder or hydrogel. The process is illustrated in the figure below:
 Figure 1: 3D printing of silicone: Manufacturing process within hydrogel.ViscoTec
Figure 1: 3D printing of silicone: Manufacturing process within hydrogel.ViscoTec
In the first step, the silicone (see Figure 1, in orange) is dispensed into a supporting material (see Figure 1, in blue). The extruded strand is fixed by the surrounding material. After the desired structure has been built up and the silicone has cross-linked, the component can be removed from the material with tweezers. Finally, residues of the supporting material are removed or simply washed off.
RTV silicones are particularly suitable for this process, as they cross-link after a short time (30 to 60 minutes). The support material can be used again after removal of the component.
The biggest advantage of this method is the high degree of freedom of design. One is neither restricted by a too steep overhang nor by bridging. To illustrate this, Figure 2 shows a component that has both.
 Figure 2: DNA structure made of silicone – manufactured as a 3D printed component in hydrogelViscoTec
Figure 2: DNA structure made of silicone – manufactured as a 3D printed component in hydrogelViscoTec
This component was printed with a 0.3 mm needle. The thin connections between the helix have so far been very difficult to complete using other processes.
The disadvantages of this technology are the large amount of supporting material required for larger components. And that the use of LSRs is not usually practical.
Summary
Due to the large variety of different extrusion-based manufacturing processes, almost all components can be produced from silicone. Depending on the desired geometry and silicone type, the appropriate process can be defined. The basis for a successful manufacturing process is always a precise and repeatable dispensing of the silicone. The potential of silicone 3D printing is far from exhausted. Especially with new processes, such as the use of support material (like hydrogel), completely new design possibilities are opening up.










![Img 2059 Copy[88]](https://img.medicaldesigndevelopment.com/files/base/indm/multi/image/2023/12/IMG_2059_copy_88_.656f4f89b7226.png?auto=format%2Ccompress&fit=crop&h=220&q=70&rect=0%2C146%2C1874%2C1055&w=330)
